
A34 Case Study
Recovery of Rare Earths from Acid Mine Drainage
A DOE- and WVDEP-supported demonstration of scalable, HREE-rich domestic supply
Key Takeaways
- AMD can be a viable domestic source of REEs
- A34 demonstrates real-world operability and scalability
- The REE basket is weighted toward heavy and magnet-critical elements
- >95% purity HREO and LREO products have been demonstrated downstream
- The model supports rapid, distributed deployment aligned with environmental remediation
Executive Summary
The A34 Acid Mine Drainage (AMD) project at Mount Storm, West Virginia demonstrates a practical, scalable approach to recovering rare earth elements (REEs) from a legacy environmental liability. Developed by West Virginia University (WVU) with support from the U.S. Department of Energy (DOE) and the West Virginia Department of Environmental Protection (WVDEP), the project confirms that AMD can function as a continuous, domestic feedstock for strategically important REEs, particularly heavy rare earth elements (HREEs).
At A34, naturally acidic mine water containing dissolved REEs is treated using a selective recovery process integrated directly into conventional AMD treatment. This approach leverages existing, permitted remediation infrastructure to produce a rare-earth-bearing solid suitable for downstream separation—without mining, crushing, or extensive chemical leaching.
The REE basket from A34 is weighted toward defense- and magnet-critical elements, including dysprosium (Dy), terbium (Tb), and yttrium (Y), with complementary neodymium and praseodymium (NdPr). A34 is an operating site using real water, real flows, and real treatment constraints, providing a credible foundation for repeatable deployment across similar AMD sites nationwide.
The Challenge: Acid Mine Drainage as a Legacy Liability
Acid mine drainage remains one of the most persistent environmental legacies of historic mining across Appalachia and other mining regions. These low-pH waters, enriched in dissolved metals, require perpetual treatment to protect waterways and downstream communities.
AMD treatment is typically viewed as a cost center—continuous, unavoidable, and unrecoverable. Yet the same geochemical processes that mobilize iron and aluminum also dissolve REEs from surrounding rock. In many systems, these REEs are removed incidentally or discarded entirely during treatment, despite their increasing strategic importance.
DOE and WVDEP have recognized that AMD represents more than an environmental challenge. Properly addressed, it is a domestic, continuously replenished, and already-permitted resource. The challenge lies in deploying recovery technologies that integrate seamlessly with existing treatment infrastructure and produce materials suitable for industrial scale-up.
Site Overview: A34 at Mount Storm, West Virginia
The A34 discharge near Mount Storm is a representative Appalachian AMD site with stable flow and chemistry typical of legacy coal mining operations. Like many AMD discharges, A34 is dominated by iron and aluminum and requires ongoing treatment to neutralize acidity and remove dissolved metals. The location of the A34 site in Mount Storm is shown below in Figure 2.
Sampling confirmed the presence of dissolved total rare earth elements (TREE) at concentrations well above natural background levels. While absolute concentrations are modest, the REE basket is notably favorable, with a disproportionate share of heavy and magnet-critical REEs.
Figure 2 – Location of A34 in Mount Storm, West Virginia.

A34 serves as an effective analog for a broader population of AMD sites across Appalachia, demonstrating a scalable opportunity supported by both environmental regulators and federal agencies.
REE Content and Basket Composition
Sampling at A34 confirmed dissolved TREE concentrations of approximately 1,583 µg/L, with influent pH near 2.8, effluent pH near 7.5, and flow rates of approximately 500–1,000 gallons per minute. While AMD is a dilute aqueous system, its continuous flow creates a persistent and predictable REE resource.
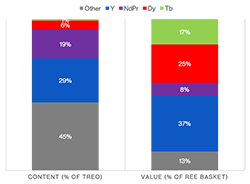
Strategic elements dissolved in the AMD at A34 include Dy (~6%), Tb (~1%), Y (~29%), and NdPr (~19%). As shown in Figure 3, collectively, these elements represent ~55% of TREE mass and more than 85% of the basket’s total value.
Figure 3 – A34 REE basket composition by content and value.
Technology: Integrating REE Recovery into AMD Treatment
The A34 project applies a selective REE recovery process designed to integrate directly into conventional AMD treatment systems. Developed by WVU with federal and state support, the technology extracts value without disrupting the primary remediation mission.
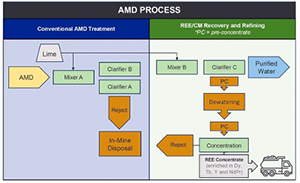
REE recovery is sequenced after iron and aluminum removal, producing a concentrated REE-bearing solid suitable for aggregation and downstream processing. The approach eliminates mining, crushing, grinding, and aggressive leaching, reducing capital intensity, permitting risk, and development timelines. The general process flow for conventional AMD treatment and integrated REE recovery is shown below in Figure 4. In conventional AMD treatment, lime neutralization precipitates dissolved metals. For REE recovery, neutralization is staged to first remove iron and aluminum, followed by production of an REE-bearing pre-concentrate and purified water.
Figure 4 – Process flow for conventional AMD treatment and integrated REE recovery.
The system is modular and adaptable to varying flows, chemistries, and site conditions, enabling parallel deployment across multiple AMD sites.
Project Results and Operational Learnings
A34 demonstrates that REE recovery from AMD can be executed under real-world operating conditions without compromising environmental treatment requirements. The system operated with actual AMD flows and variability, confirming stable integration with conventional treatment infrastructure.
Recovered material retained the favorable HREE-weighted basket and was successfully processed through downstream separation and refining to produce both heavy rare earth oxide (HREO) and light rare earth oxide (LREO) products at greater than 95% purity.
Why A34 Matters
A34 provides tangible evidence that AMD can serve as a strategically relevant domestic feedstock for REEs subject to foreign supply risk. Unlike most conventional deposits, which are dominated by light REEs, AMD offers a disproportionate share of heavy and magnet-critical elements aligned with U.S. defense and advanced manufacturing needs.
The project demonstrates a distributed deployment model, where multiple AMD sites contribute feedstock to centralized processing facilities—improving resilience, shortening timelines, and reducing single-asset risk.
Role of Mission Critical Materials
Mission Critical Materials (MCM) serves as the commercialization and industrialization partner for the AMD-based REE recovery technology demonstrated at A34. Building on technology developed at WVU with federal and state support, including DOE, DOD, and WVDEP, MCM is responsible for engineering, scale-up, and multi-site deployment. MCM’s proposed hub-and-spoke model aggregates REE-bearing material from multiple AMD sites and integrates it with centralized separation, metallization, and downstream manufacturing.
From A34 to Scale
A34 establishes the foundation for broader deployment through replication rather than reinvention. Modular recovery units can be deployed at additional AMD sites, with recovered material aggregated into centralized processing facilities producing separated REEs, metals, and alloys for U.S. end users. Because AMD sites are already permitted and operating, deployment timelines are measured in years rather than decades.